![]()



Find the Solution That Is Best For You
Providing V-Process Aluminum Sand Casting Services since 2001


Medical Industry
For the past 40 years, TPi Arcade has been an industry leader in supplying turnkey medical components. TPi employs highly automated V-Process casting technology that is extremely well suited for medical applications. We manufacture components ranging from ...
Learn More

Instrumentation
TPi Arcade’s V-Process castings are an excellent application for laboratory setting parts. The V-Process does not add a chemical or binder into the sand. This results in a denser and smoother metal than traditional sand castings. Instrumentation...



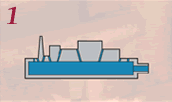
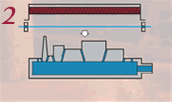
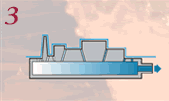
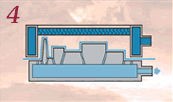
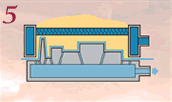
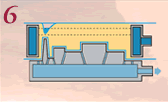
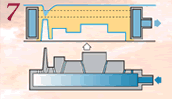
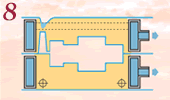
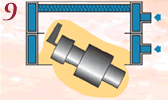
How the V-Process Works